These are the solid bronze billets I will use.
I will use one with the center already cut out, which I used to make the bezel for a previous watch.
The billet is thick enough to be used as the mid-portion of the case, so the case body.
Here I am cutting the outer diameter off, as it is 62mm, and I will cut it to 42mm.
The piece is turned around and the cutting is started from the back.
The outer portion is cut off.
Outer ring cut off.
The case body is then reduced in diameter to 42mm, I cut it larger so that when handling the case is not marred by chuck jaw marks.
Turning down the thickness.
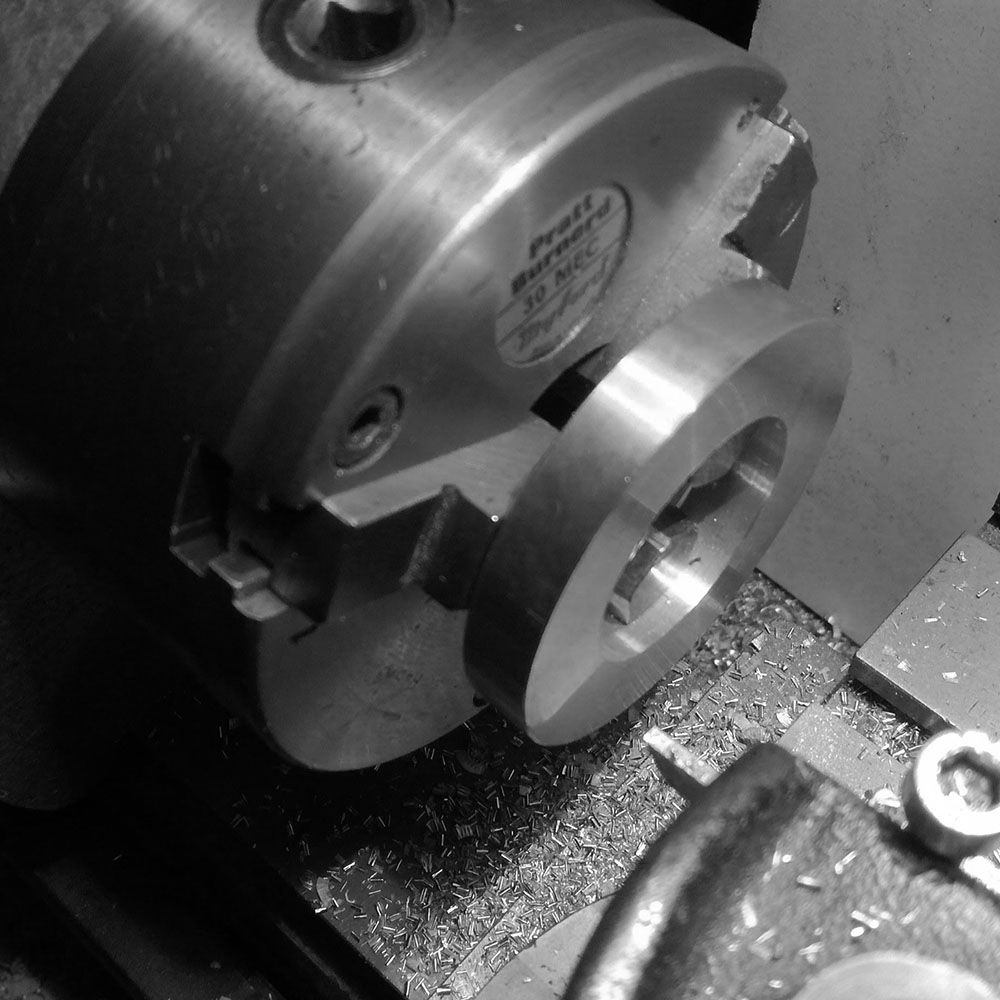
Cutting the interior diameter to the smallest size of the movement.
Further cutting. The movement has 3 different diameters that need to be accomodated for.
Turning the top most movement lip seating.
Turning the middle movement diameter seating.
Using a specially shaped .5mm wide cutter to grove the face with a 40mm diameter, so that I can mark where the snap on lip will be for the bezel.
The case body is turned around, and faced off.
I created the interior opening which will accept the stainless movement bezel which will then sit inside the outer brass bezel.
Half finished middle portion of the case. It will have to go on the milling machine for further modifications.
Here I'm starting the back of the movement's interior rehaut that is in stainless steel.
Machining stainless steel is a slow process as the swarf gets tangled on the tool bit very quickly and needs to be cleaned after every cut.
Reducing the outer diameter that will sit inside the back bezel.
Turning the interior portion of the back rehaut.
Setting out where the rehaut will be parted.
Starting to part the rehaut using a specially shaped high-cobalt content cutter.
I placed a rod so that once the ring is parted off it does not fall an potentially receive damage against the lathe chuck.
Here is the back rehaut, which needs to be 'deburred'.
Placed inside the case.
Next I start the brass back bezel that will be coupled to the stainless ring just manufactured.
Center drilling the billet in order to more easily remove the interior material.
Turning the interior.
Stopped at this stage, but more internal turning an outer profiling will be done.